
L’impression 3D s’invite dans les ateliers de modélisme équin !
L’impression 3D s’installe peu à peu dans le monde du modélisme équin. Elle ne remplace pas les techniques de « cast » traditionnelles, ni les Breyer, CollectA, Papo, WIA et autres Schleich et CollectA, mais elle apporte une nouvelle façon de créer. Elle transforme pourtant les habitudes. Le numérique entre dans l’atelier, et avec lui, une nouvelle génération de créateurs.
Il y a encore quelques années, posséder une imprimante 3D relevait presque de l’expérimentation technique et demandait un investissement financier très important. Aujourd’hui, de nombreux passionnés s’équipent à domicile. Les imprimantes 3D deviennent plus abordables, plus compactes, et surtout plus performantes. Les logiciels de modélisation se simplifient, certains sont en open source (gratuits). Les tutoriels se multiplient. Cette démocratisation change la donne. L’impression 3D n’est plus réservée à quelques spécialistes. Elle devient un outil accessible aux amateurs curieux comme aux artistes confirmés.
Un petit bijou de technologie
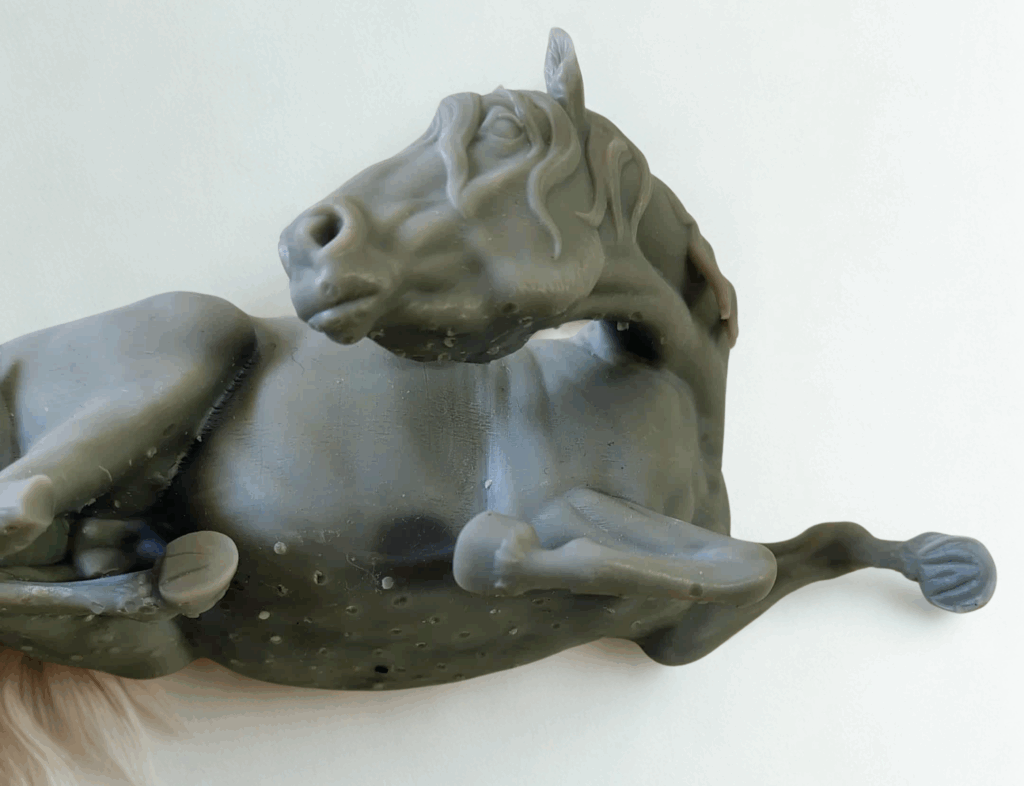
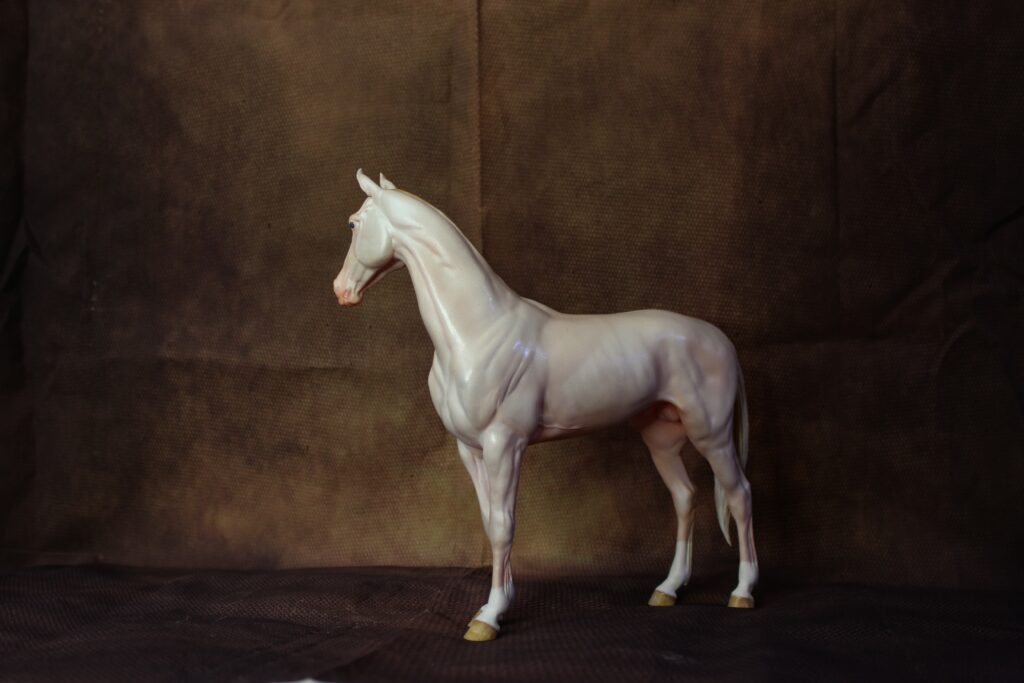
Les imprimantes résine modernes atteignent aujourd’hui un niveau de finesse remarquable. La définition des écrans LCD, la qualité des sources UV et la stabilité des axes permettent de reproduire des détails extrêmement subtils. Les plis de peau, les veines discrètes, les stries des sabots ou la texture des crins ressortent avec une netteté qui aurait été difficile à obtenir à ce prix il y a encore quelques années.
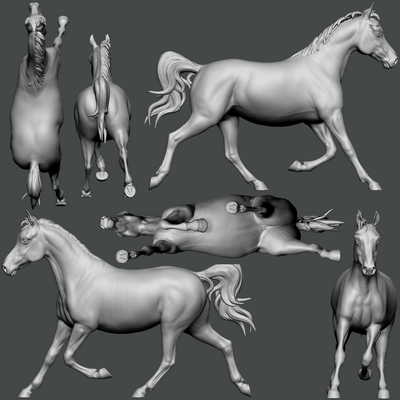
La sculpture numérique joue également un rôle clé dans cette précision. L’artiste peut zoomer à l’infini sur une zone, retravailler un muscle, affiner une paupière, corriger une asymétrie. Le logiciel permet des ajustements chirurgicaux. On peut tester une expression, modifier l’angle d’une oreille, retoucher une tension dans l’encolure sans reprendre toute la pièce. Cette liberté favorise une grande maîtrise anatomique, à condition bien sûr que l’artiste ait l’œil et les connaissances pour l’exploiter.
Autre avantage non négligeable : la reproductibilité. Chaque impression issue d’un même fichier correctement paramétré est identique. Les proportions restent constantes. Les détails ne s’érodent pas au fil des tirages, contrairement à certains moules traditionnels qui peuvent s’user avec le temps. Cette stabilité technique garantit une base cohérente pour les peintres et les customisateurs.
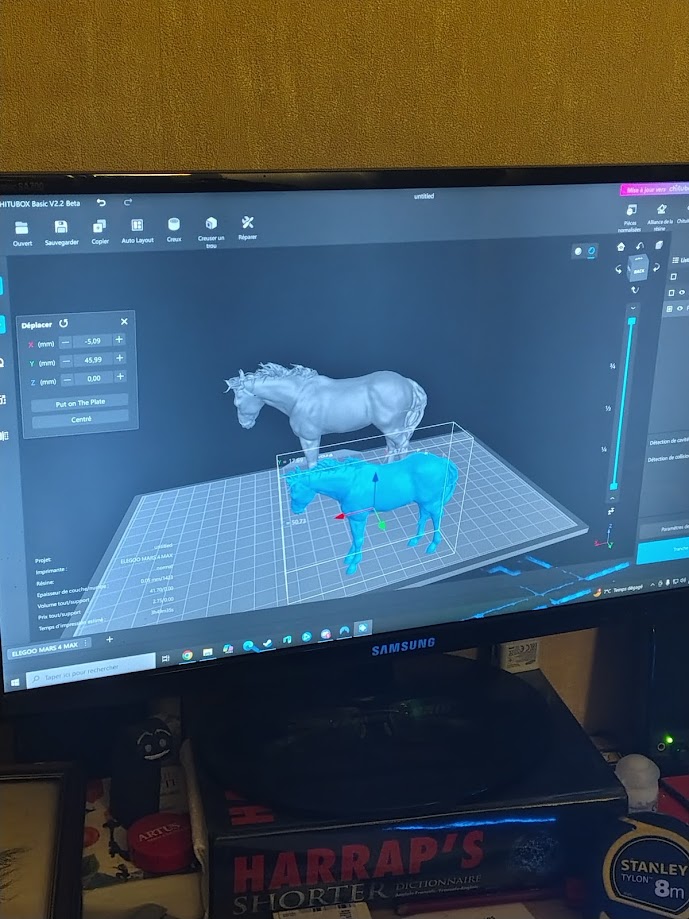
La possibilité de redimensionner un modèle est également un atout majeur. Une sculpture peut exister en plusieurs échelles sans être entièrement refaite. Cela ouvre des perspectives intéressantes pour adapter un modèle à différentes catégories, du mini au traditionnel, tout en conservant la même ligne et la même expression.
Enfin, il faut rappeler que la précision d’impression ne corrige pas une sculpture approximative. Une anatomie mal comprise restera mal comprise, même en ultra haute définition. L’outil restitue fidèlement le fichier. Il n’invente ni justesse ni mouvement. La qualité artistique repose toujours sur le regard et le savoir-faire du sculpteur, qu’il travaille dans la matière ou derrière un écran.
L’impression 3D offre donc une précision technique impressionnante. Mais comme souvent en modélisme équin, ce n’est pas la machine qui fait la pièce. C’est la main… même lorsqu’elle tient une souris.
Quelle valeur pour les collectionneurs ?
La question de la valeur d’un modèle est centrale dans le modélisme équin. Une pièce ne vaut pas seulement par sa beauté. Elle vaut aussi par sa rareté, son mode de production et le cadre dans lequel elle est éditée.
Les impressions 3D diffusées via des fichiers numériques sont, par nature, reproductibles à l’infini. Tant que le fichier existe et que la licence le permet, il est possible d’imprimer de nouveaux exemplaires. Cette possibilité limite fortement la rareté. Et sans rareté, la valeur reste généralement basse sur le marché secondaire.
À l’inverse, une résine d’artiste en édition limitée repose sur un principe différent. L’artiste annonce un nombre précis d’exemplaires. Une fois le quota atteint, la production s’arrête définitivement. Cette limitation crée la rareté. Elle sécurise la valeur. Elle nourrit aussi le désir des collectionneurs. Une pièce signée, numérotée, issue d’un tirage restreint, peut voir sa valeur évoluer avec le temps, surtout si l’artiste est reconnu.
Il existe cependant des nuances intéressantes. Certains artistes travaillent en sculpture numérique mais ne diffusent pas leur fichier. Ils l’utilisent uniquement pour produire eux-mêmes leurs tirages. Le modèle n’est alors pas librement imprimable par d’autres. La logique reste celle d’une Artist Resin, même si la création initiale est numérique.
Certains choisissent de limiter la production en nombre d’exemplaires, comme Debbie Lermond. Le tirage est fixé à une quantité précise. Une fois atteint, il n’y a plus de nouveaux exemplaires. D’autres optent pour une limitation dans le temps, comme KS’Art. La commande reste ouverte sur une période donnée, puis la production s’arrête. Dans les deux cas, la rareté est organisée et assumée.
On comprend alors que ce n’est pas la technique qui détermine la valeur, mais la facilité à se procurer le modèle,la réputation de l’artiste, la mode du moment.. Une sculpture numérique peut prendre de la valeur dans le temps si son édition est contrôlée et limitée. À l’inverse, un fichier vendu sans restriction de tirage restera associé à une valeur marchande plus modeste.
Pour le collectionneur, la différence est essentielle. Pour le customiseur, elle l’est moins. Tout dépend de l’objectif. Collectionner une pièce rare ou trouver un support de travail accessible ne répond pas à la même logique

Revendre ses impressions ? Possible ou non ?
Il est possible de vendre une impression 3D. Mais pas sans cadre clair. Tout commence par la licence associée au fichier numérique. Certains artistes autorisent la vente des impressions via une licence commerciale spécifique. D’autres limitent strictement l’usage à un cadre personnel. Dans ce cas, toute revente est interdite. Le fait d’avoir acheté un fichier ne donne pas automatiquement le droit d’en faire un produit commercial.
Le respect de ces licences est fondamental. Un fichier numérique est une œuvre protégée par le droit d’auteur. Imprimer et vendre sans autorisation revient à exploiter une œuvre sans l’accord de l’artiste. Les plateformes de vente en ligne peuvent supprimer les annonces. Les artistes peuvent engager des poursuites judiciaires. Et la réputation, dans un milieu aussi passionné que le modélisme équin, peut être durablement affectée.
Au-delà de la licence artistique, il existe une autre réalité. Produire et vendre des impressions 3D de manière régulière constitue une activité commerciale. À ce titre, elle doit être déclarée. Statut juridique, obligations fiscales, déclarations sociales… cela ne relève pas du loisir dès lors qu’il y a vente répétée et bénéfice. La tentation de “mettre du beurre dans les épinards” en multipliant les impressions et les reventes peut sembler anodine. Mieux vaut être en règle que de transformer une passion en problème administratif.
La question devient plus floue lorsqu’il s’agit d’une revente occasionnelle. Revendre un modèle imprimé, non peint, acheté légalement pour son usage personnel, se situe dans une zone grise. Certaines licences interdisent explicitement toute revente, mais ne peuvent en aucun cas exclure la revente d’un exemplaire de façon occasionnelle sur le marché de l’occasion. Pourquoi ? Car cela ne rentre pas dans le cadre de la production à des fins commerciales.
Et les cas de créations de plusieurs modèles intégralement peint, spécifiquement pour la revente ? La peinture constitue un travail artistique distinct, mais elle repose sur une sculpture protégée. Si la licence interdit la vente d’impressions, le fait d’avoir peint la pièce ne rend pas automatiquement la revente autorisée. Là encore, tout dépend des termes accordés par le créateur du fichier. En l’absence d’autorisation claire, mieux vaut considérer que la prudence s’impose.
L’impression 3D ouvre des possibilités formidables. Mais elle s’accompagne de responsabilités. Respecter les licences, déclarer une activité commerciale et agir en transparence permettent de préserver un climat de confiance.
Combien ça coute d’imprimer un modèle 3D ?
Imprimer en 3D n’est pas gratuit. Même si l’on possède déjà la machine, chaque pièce a un coût réel.
La résine représente la dépense principale. Selon la qualité choisie, le prix au litre varie sensiblement. À cela s’ajoute l’alcool isopropylique utilisé pour le nettoyage, les gants, les consommables, l’usure du film FEP, voire le remplacement de certains éléments de la machine. L’électricité entre également en compte, surtout si les impressions sont longues et répétées.
À première vue, le coût unitaire peut sembler faible. Mais multiplié par plusieurs tirages, il devient significatif. C’est particulièrement vrai si l’on produit régulièrement.
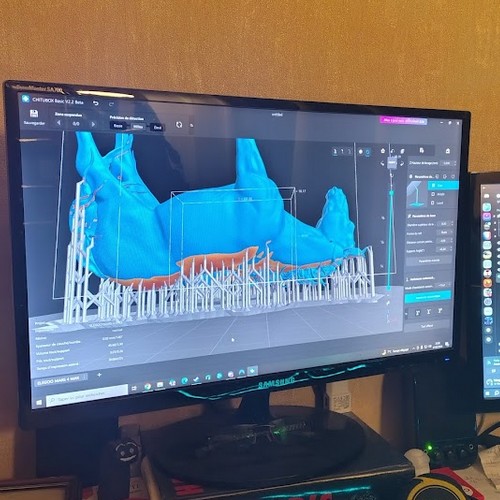
Certains logiciels de “slicing” permettent d’estimer précisément le coût d’une impression. Ils calculent la quantité de résine utilisée, le temps d’impression, le coût matière, électrique et l’estimation des consommables. Ces outils sont précieux pour avoir une vision claire de la rentabilité, notamment si l’on envisage une production à des fins commerciales.
Comprendre le coût réel d’une impression permet de fixer un prix cohérent. Cela évite aussi de sous-estimer la valeur du travail réalisé. Même dans un cadre passionné, la technique a un prix
Prix moyen pour une échelle Venti pleine : 10€ , 4/5€ pour un Stablemate, 30/40€ pour un Tradi creux… Et à ce prix, on ne compte par le temps passé? Ni les inévitables ratés qui ne seront pas vendables, mais qui auront eut le même coût d’impression.


Où trouvez des fichiers pour imprimer en 3D ?
L’un des grands bouleversements apportés par l’impression 3D, c’est la profusion de fichiers disponibles. Là où, autrefois, il fallait attendre la sortie d’une nouvelle résine physique, aujourd’hui les sculptures numériques circulent en quelques clics.
De plus en plus d’artistes choisissent de sculpter directement en numérique. Tablette graphique, logiciel 3D, travail des volumes à l’écran… Le processus change, mais l’exigence anatomique reste la même. Une fois le modèle finalisé, il peut être proposé sous forme de fichier téléchargeable. Cette dématérialisation accélère tout. Plus besoin de moule, plus besoin d’expédition internationale coûteuse pour chaque exemplaire brut.
Les plateformes spécialisées se multiplient. Certaines regroupent des créateurs du monde entier. Le choix n’a jamais été aussi large.
Cette abondance change le rapport à la nouveauté. Les sorties ne sont plus forcément des événements rares et attendus pendant des mois. Pour les passionnés, c’est stimulant. Pour les collectionneurs, cela peut aussi créer une forme de saturation.
La facilité de diffusion entraîne également une grande inégalité.Tous les fichiers ne se valent pas. Certains sont réalisés par des artistes expérimentés, avec une solide connaissance de l’anatomie équine et des contraintes d’impression. D’autres sont plus approximatifs. Une belle image de rendu numérique ne garantit pas toujours une impression réussie.
La multiplication des fichiers favorise aussi l’émergence de nouveaux talents : des artistes qui n’auraient peut-être jamais investi dans un cast traditionnel peuvent aujourd’hui proposer leurs créations au public.

einture : Kass Modélisme ( France ). Modélisation KS Art.



3D prints en Liveshow & Photoshow
La place des impressions 3D en liveshow et photoshow dépend beaucoup des usages et du niveau de structuration du hobby selon les pays.
Aux États-Unis et à l’international, les 3D prints sont généralement classées parmi les Artist Resins. La logique est simple : la sculpture est issue d’un artiste indépendant, qu’elle soit modelée à la main ou conçue en numérique. Le mode de création importe moins que le statut artistique de la pièce. .
En France, la réalité est différente. Le hobby reste plus confidentiel. Les concours sont moins segmentés. La distinction principale se fait entre OF et Custom. Dans la catégorie Custom, on retrouve à la fois les résines d’artistes traditionnelles, les impressions 3D et les customs réalisés à partir de modèles industriels (Breyer, Papo, CollectA, Schleich etc). La séparation se fait alors essentiellement par l’échelle. Les modèles Mini concourent entre eux. Les Tradi entre eux. Ce sont les échelles qui structurent les sections, plus que le procédé de fabrication.
Cela crée aussi une situation particulière : une impression 3D peut se retrouver face à une Artist Resin coulée de manière traditionnelle, ou face à un custom issu d’un modèle industriel ( Breyer, Peter Stone…). Ce qui peut créer une injustice de « départ » concernant le réalisme de modèle, principalement dans les catégories « mini » :A qualité de peinture égale, un Papo aura bien du mal à lutter contre un 3D print avec un réalisme poussé.

Une évolution naturelle du modélisme équin ?
Le modélisme équin n’est pas figé. Il évolue en permanence. Chaque génération apporte ses outils, ses techniques, sa vision. L’impression 3D s’inscrit simplement dans cette continuité.
Il y a quelques décennies, la majorité des modèles provenait de grandes marques industrielles (Breyer, Copperfox, Peter Stone ). Puis les Artist Resins ont pris une place croissante. Les pâtes époxy ont révolutionné la sculpture et le custom. Les peintures ont évolué et complété d’anciennes techniques ayant déjà faire leurs preuves.
Le numérique suit la même logique. Il ne supprime pas le geste artisanal. Il le transforme. La main ne modèle plus la matière brute ( l’argile, la cire, pâtes de modelage). Elle travaille sur une tablette graphique. L’œil reste le même. L’exigence anatomique aussi. La connaissance du cheval, elle, ne change pas.
Cette évolution influence également les profils des créateurs. De nouveaux artistes arrivent, parfois issus du monde du design, de l’animation ou du jeu vidéo. Ils apportent une autre culture visuelle, une autre approche du volume et du mouvement. Le croisement des compétences dynamise la discipline.
Les collectionneurs et les customisateurs, eux aussi, adaptent leur regard. Ils apprennent à distinguer une belle sculpture numérique d’un simple rendu flatteur présenté sous un seul angle. Le niveau d’exigence monte. Et c’est une bonne chose.
Au fond, l’impression 3D ne change pas l’essence du modélisme équin. Elle change les outils. La passion reste intacte. L’envie de représenter le cheval avec justesse, élégance et personnalité demeure le coeur du hobby.
Chaque époque a ses innovations. Les adopter ne signifie pas renier le passé. Cela signifie continuer à faire vivre la discipline. Et dans un univers aussi créatif que le nôtre, évoluer est peut-être la meilleure façon de continuer à faire vivre le modélisme équin.
Pinceaux & Sabots : le premier photoshow organisé par Modélisme Équin France
Un photoshow dédié à la Commu Française de Modélisme Équin ! Il fallait bien un…
NaMoPaimo 2026 : clap de fin pour les modélistes équin francophones
Retour sur l’édition 2026 du NaMoPaimo Cette fois, c’est terminé. Les pinceaux sont posés, les…

En route pour le Liveshow de Modélisme Équin ! Partie 1
Mais c’est quoi un liveshow de modélisme équin exactement ? Tadaaaaaam ! La date est…

NaMoPaiMo 2026 : Dernière ligne droite pour nos modélistes français !
NaMoPaiMo 2026 : J18 Dernière ligne droite pour nos modélistes français ! Le NaMoPaimo 2026…
L’impression 3D entre dans les ateliers de modélisme équin
L’impression 3D s’invite dans les ateliers de modélisme équin ! L’impression 3D s’installe peu à…

carte interactive du modélisme équin
Welcome ! la carte interactive de la communauté française de modélisme équin ! Le modélisme…
Merci pour cet article!!!
Très enrichissant pour quelqu’un qui, comme moi, cherche encore sous quel forme produire et commercialiser mon modéle !
J’ai écrit comme une illettrée je viens de m’en rendre compte